Your Cart is Empty



The purpose of the physical segregation is to provide a self-contained area where uncovered (i.e. unprotected) high risk products are handled after the microbiological kill step (e.g. thermal processing/cooking), until fully protected, usually by means of final packaging. The segregating barrier must be capable of preventing the risk of cross contamination from the movement of all people, products and equipment into the high care area, except through designated ports with sanitising controls in place.
The Ozone Transfer Chamber for Low to High Care Disinfection was specifically developed in order to satisfy the need for physical segregation
between Low Risk and High Care areas. Using the Ozone Transfer Chamber, materials are thoroughly sanitised
prior to their movement into the high care areas within the food manufacturing facility.
Ozone gas is generated in-situ and utilised as the sanitising medium, due to its powerful and rapid oxidative ability to eradicate bacteria instantly on all orientations. The ozone is produced within the cabinet from air, offering dry sanitisation with no chemical consumables required.
The procedure is processor controlled to ensure that the materials are sanitised when removed from the cabinet. Quality of sanitisation is assured.
Effective against all common food pathogens including Listeria monocytogenes.
Please watch the video below for more information.
• Eradicates bacteria instantly
• Ozone is effective on all orientations and destroys pathogens in areas where traditional disinfectants are unable to reach.
• Offers a completely DRY sanitisation from low risk to high care.
• Ozone is not subject to Maximum Residue Levels (MRLs).
• Ozone reduces the need for traditional disinfection chemicals, the handling, storage and cost.
• Reduces cross contamination from low risk into high care. Better food safety.




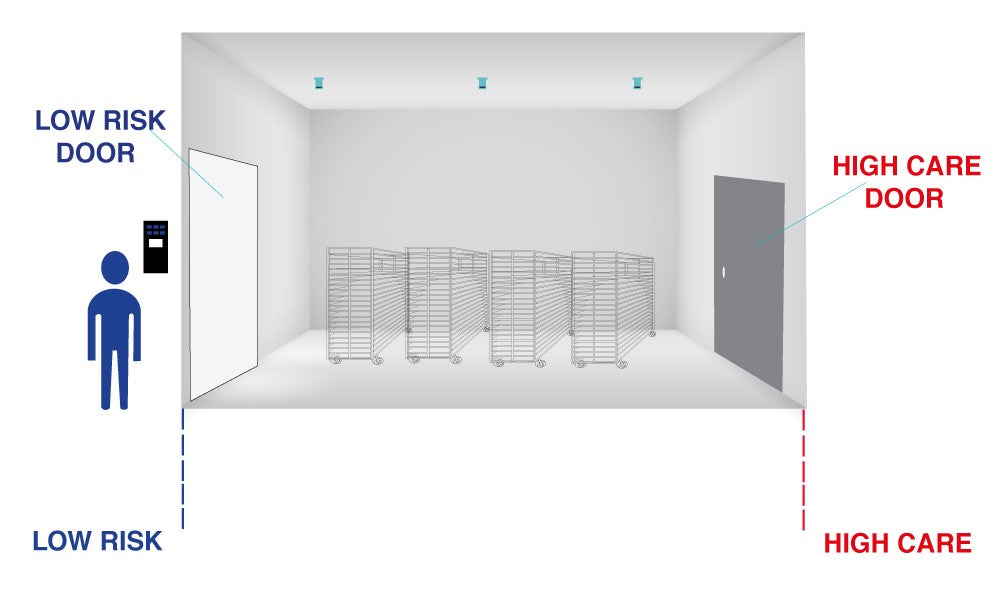
• The low risk operator loads the chamber with the products to be sanitised via the low risk door.
• The chamber/room doors are then closed and interlocked.
• The low risk operator then starts the sanitising cycle using the low risk control panel.

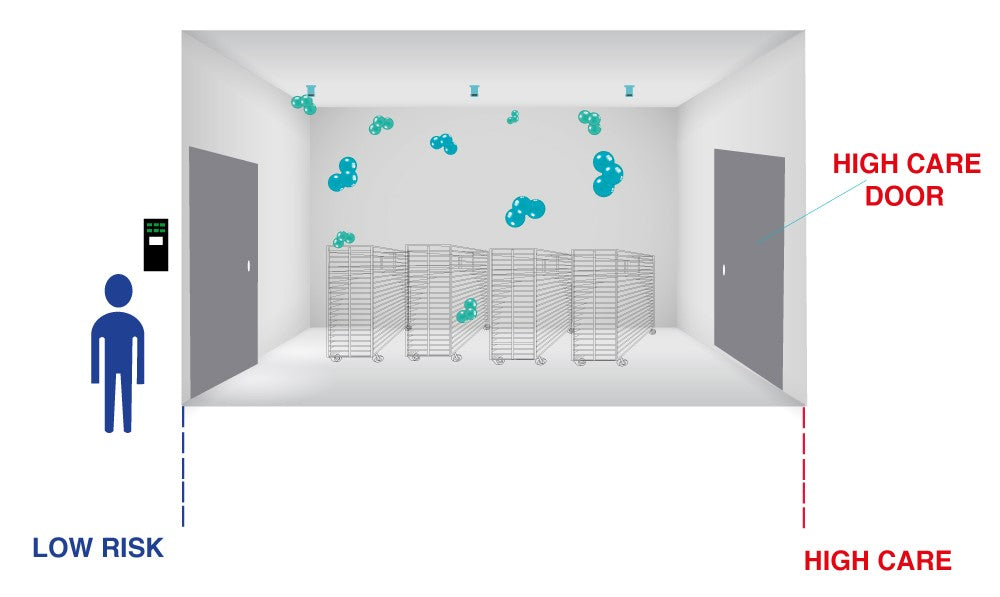
• Ozone gas is injected into the chamber/room at ceiling height via bespoke injectors.
• Ozone gas permeates from the top of the chamber ceiling down, disinfecting all surfaces, materials and products within.
• A bespoke fan is activated which mixes the ozone gas inside the chamber/room.
• The ozone sensor inside the chamber/room detects when the TARGET ppm of ozone is reached and then illuminates a green LED light on both the low risk and high care control/indicator panels.
• After the ozone cycle is complete the extraction fan with carbon filtration system is activated and to remove the remaining ozone gases from the chamber/room.

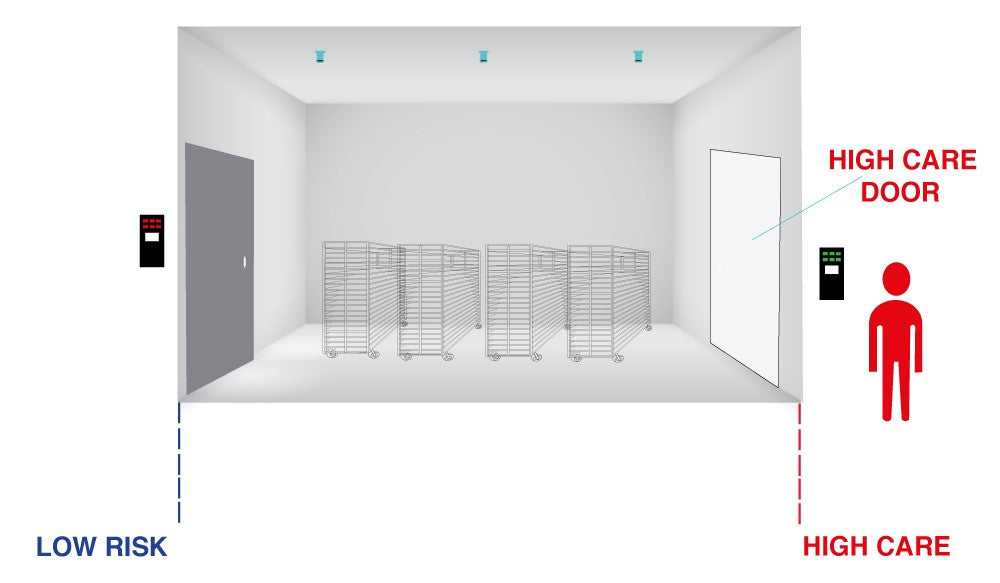
• The ozone sensor detects the chamber/room is now safe to enter and the ozone levels are now below the working Occupational exposure limit. A signal is sent from the ozone sensor to the high care indicator panel to illuminate the red LED. This informs the high care operative that the high care door on the chamber/room can be opened.
• The contents can now be removed and transferred into the high care area and once the chamber/room is empty the high care door is then closed/interlocked.
• The low care door is then released and can be reopened and the sanitising cycle can restart.
• At no point do both doors on the chamber/room remain open together, this ensures a safe physical transfer barrier is maintained at all times.